Capabilities
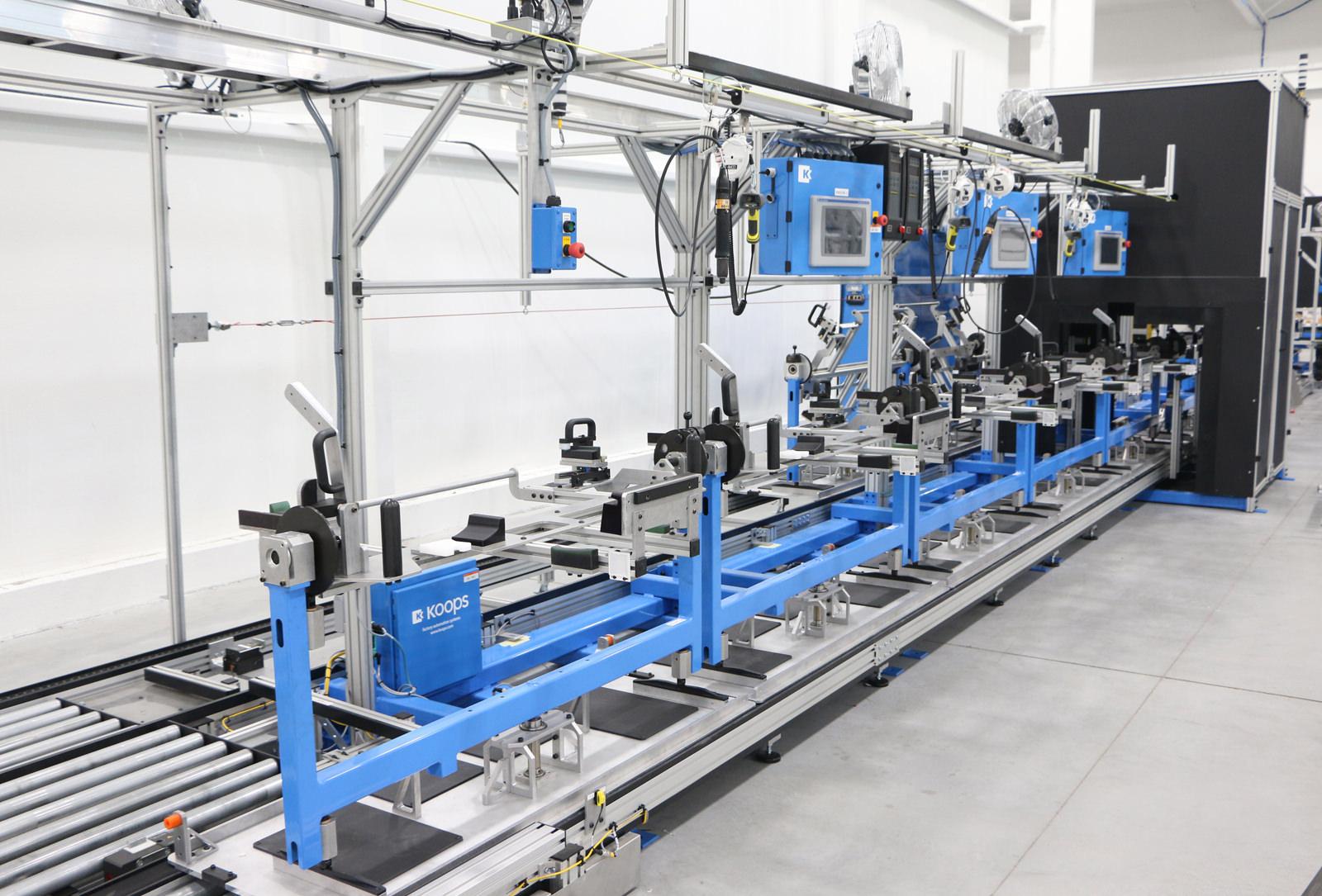
Conveyor System Integration
Our conveyor systems are engineered to your unique requirements. From simple to complex, Koops designs and delivers the ideal cost effective, safe, and efficiency-streamlining conveyor systems, optimizing your material-handling productivity.
Whether your environment is an ISO 6 cleanroom for medical device assembly or a metalworking operation filled with chips and coolant, we can provide conveyor systems for any type of environment.
Why Use Conveyors?
- Buffer quantities in storage and balance your process flow
- Decrease unnecessary operator steps to maximize utilization and assist in maintaining proper ergonomics
- Increase accuracy in material placement with high-precision movements
- Move material safely from one point to another
- Perform value-add operations while moving materials




Conveyor Types and Benefits
Belt Conveyors
- Variable speeds allow you to ramp up or down depending on your requirements
- Cost-effective feeding solution
Tabletop Chain Conveyors
- Transfers high-component volumes
- Acts as a buffer between operations in circulating conveyors
- Often used in applications where bottles or boxes need to be transferred
Roller Conveyors
- Power
- Often used for wood pallets
- Best used for heavy loads and transferring large materials
- Gravity
- Low-cost alternative—putting conveyors at an angle use gravity to transport loads from point A to point B
- Used in dunnage scenarios in collaboration with operators
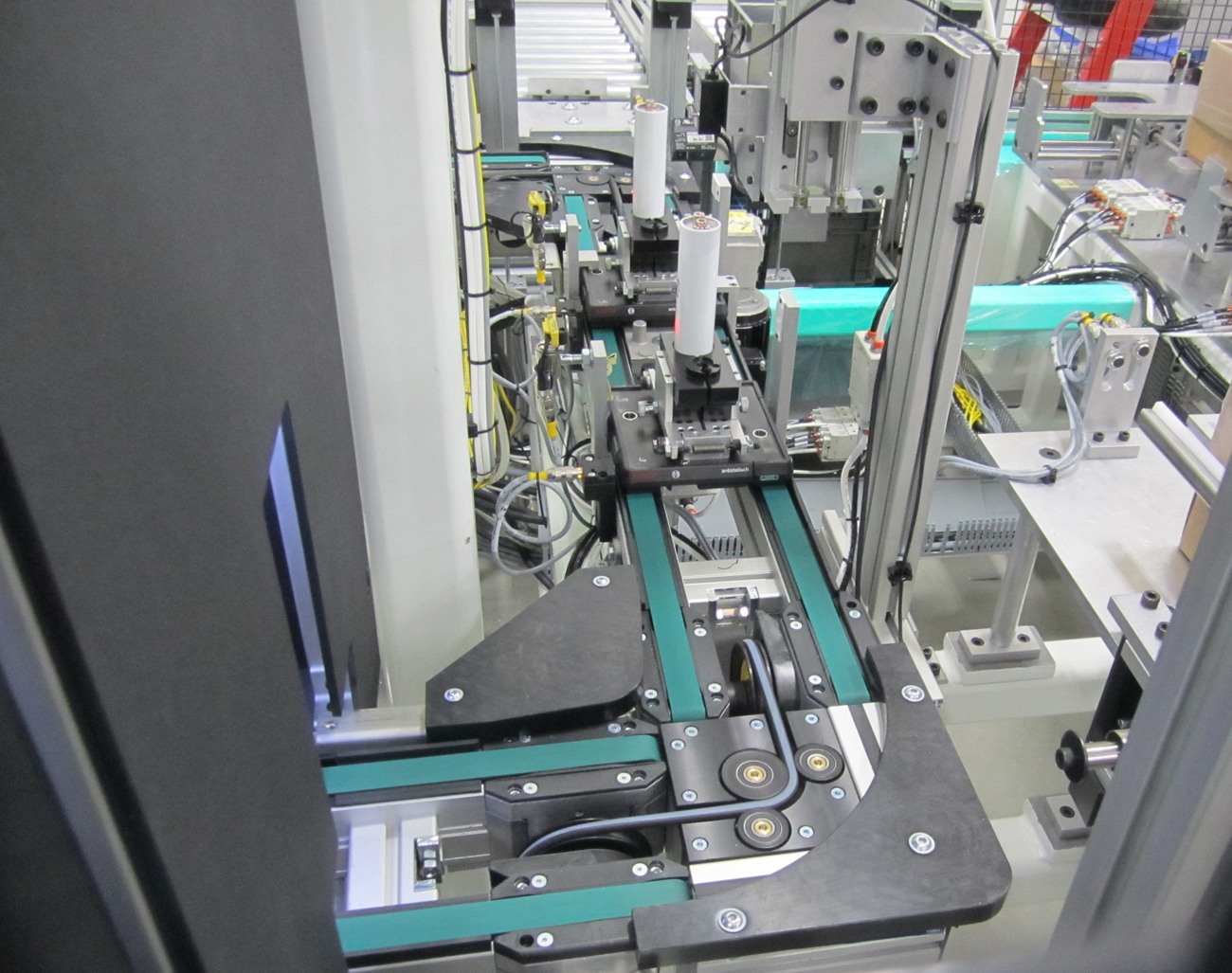
Palletized Conveyors
- Creates material-specific nesting with the versatility to swap out pallets
- Delivers materials to precise locations for robotic operations
- Utilizes timed-indexing to control cycle time for higher throughput
- Allows operators and robots to work together in the same line by keeping distinct boundaries between operational stations
- Incorporates RFID tracking with pallets to increase quality control
Over/Under and Race Track Conveyors
- Allows for increased-storage space to decrease changeover times
- Adds additional levels of storage for in-line pallet changeover
- Increases speed on return conveyors to decrease number of required pallets
Sanitary Conveyors
- Designed for fast and hygienic cleaning
- Often used in food-grade or medical-grade environments
- USDA, AMI, and FDA approved
- Available for ISO Standard 14644-1 Class 5 and Federal Standard 209 Class 100 clean room applications





